在机械振动方面,振动分析是一项十分重要的技术。这项技术是预测维修程序中的基础,是机器状态的指示器,为了避免机械设备异常振动所带来的损失,对工业机械设备做振动分析是非常有必要的!
频谱型温振变送器
频谱型温振变送器是一款选用高性能的 MEMS 芯片,采用嵌入式技术、温度传感技术、振动传感技术、低功耗技术、信号分析等技术,开发生产的一款高性能、低功耗、抗干扰和复合型振动传感器。产品被广泛应用在煤矿、化工、冶金、发电等行业的电机、减速机风机、发电机、空压机、离心机、水泵等旋转设备温度和振动的在线测量。
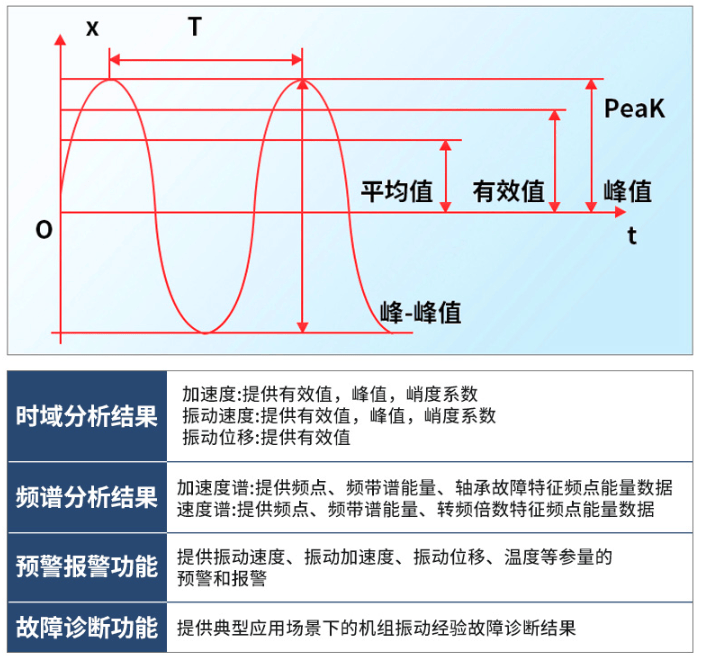
频谱型温振变送器可同时提供速度和加速度的时域特征值(有效值、峰值、峭度系数)、位移的时域特征值(峰峰值)、频谱分析数据和故障诊断结果。外壳整体采用不锈钢材质,在现场有条件的情况下可以采用螺纹安装,金属壳体上的标准螺纹可与安装部位快速连接。也可以选用磁吸安装方式,现场免去打孔困扰,安装更加方便
检测过程
频谱型温振变送器会将监测到的各种数据上传至监控平台,用户可以在监控平台中选择需要查看的各项数据(加速度/振动速度/振动位移等的实时数据、历史数据、报警数据)并根据数据变化快速分析被测设备是否振动异常、定位故障出现的位置,并且支持数据导出、打印。
用户也可以为测点设置上下限值,当振动数据变化异常时,在平台对应位置数据变色的同时,还会以短信、电话、邮件、微信等方式向用户发出报警。
振动设备常见故障的特征
1.不平衡:
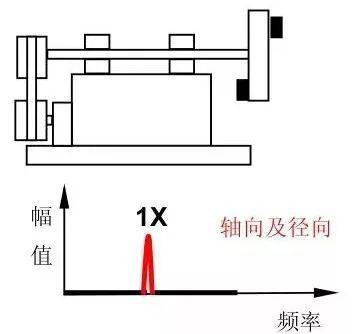
转子不平衡是由于转子部件质量偏心或转子部件出现缺损造成的故障,它是旋转机械最常见的故障。结构设计不合理,制造和安装误差,材质不均匀造成的质量偏心,以及转子运行过程中由于腐蚀、结垢、交变应力作用等造成的零部件局部损坏、脱落等,都会使转子在转动过程中受到旋转离心力的作用,发生异常振动。
不平衡故障的特征:振动主频率等于转子转速;径向振动占优势;振动相位稳定;振动随转速平方变化;振动相位偏移方向与测量方向成正比。

力偶不平衡
悬臂转子不平衡
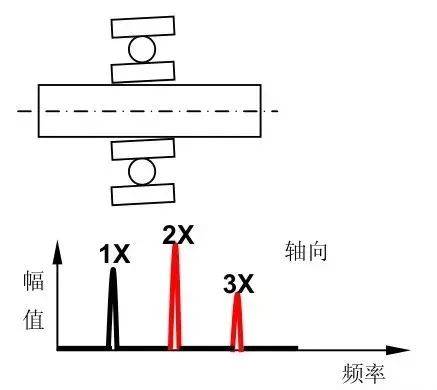
2.不对中
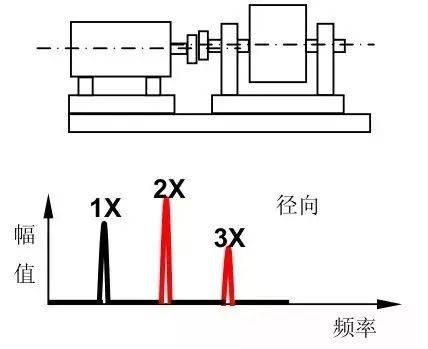
转子不对中包括轴系不对中和轴承不对中两种情况。轴系不对中是指转子联接后各转子的轴线不在同一条直线上。轴承不对中是指轴颈在轴承中偏斜,轴颈与轴承孔轴线相互不平行。通常所讲不对中多指轴系不对中。
不对中的振动特征:最大振动往往在不对中联轴器两侧的轴承上,振动值随负荷的增大而增高;平行不对中主要引起径向振动,振动频率为2倍工频,同时也存在工频和多倍频,但以工频和2倍工频为主;平行不对中在联轴节两端径向振动的相位差接近180度。角度不对中时,轴向振动较大,振动频率为工频,联轴器两端轴向振动相位差接近180度。装斜的滚动轴承症状与角度不对中类似,会产生相位偏移约180°的侧面,对侧面或顶部对底部的扭动运动。
平行不对中

角度不对中
装斜的滚动轴承
3.松动
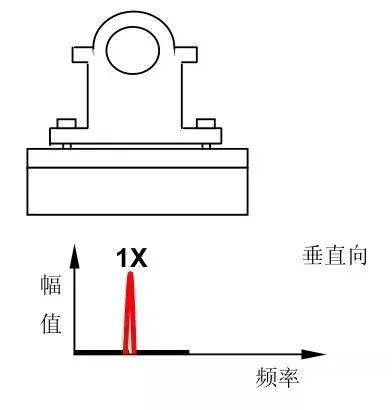
机械存在松动时,极小的不平衡或不对中都会导致很大的振动。通常有三种类型的机械松动。
第一种类型的松动是指机器的底座、台板和基础存在结构松动,或水泥灌浆不实以及结构或基础的变形,此类松动表现出的振动频谱主要为1x。
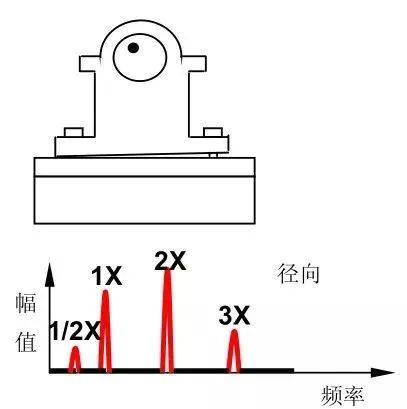
第二种类型的松动主要是由于机器底座固定螺栓的松动或轴承座出现裂纹引起,其振动频谱除1X外,还存在相当大的2X分量,有时还激发出1/2X和3X振动分量。
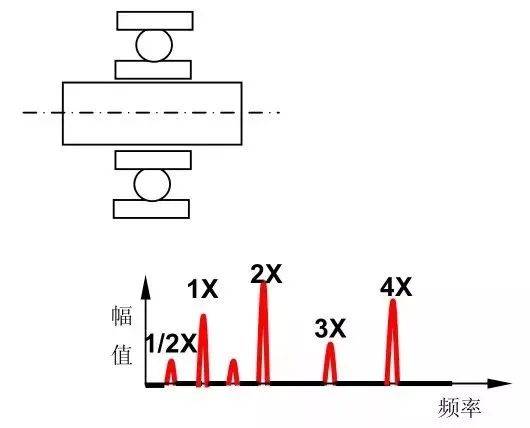
第三种类型的松动是由于部件间不合适的配合引起的,产生许多振动谐波分量,如1X、2X、⋯⋯,nX,有时也会产生1/2X、1/3X、⋯⋯等分数谐波分量。这时的松动通常是轴承盖里轴瓦的松动、过大的轴承间隙、或者转轴上零部件存在松动。
机械松动①
机械松动②
机械松动③
4.流体动力激振
高速离心泵中的流体,从叶轮的流道中流出,进入扩压器或蜗壳时,如果流体的流动方向与叶片角度不一致,流道中就产生很大的边界层分离、混流和逆向流动,流体对扩压器叶片和蜗壳隔舌的冲击,将使流体在管道中引起很大的压力脉动和不稳定流动,这种压力波又可能反射到叶轮上,激发转子振动,振动频率为叶轮叶片数乘以转速(称叶片过流频率)或其倍数。在工艺流量与泵额定流量偏差较大或叶轮出口与蜗壳对正不良时,过流频率振动明显。
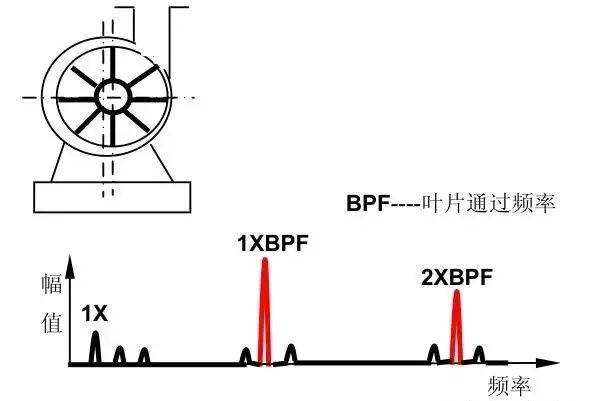
(叶片通过频率)

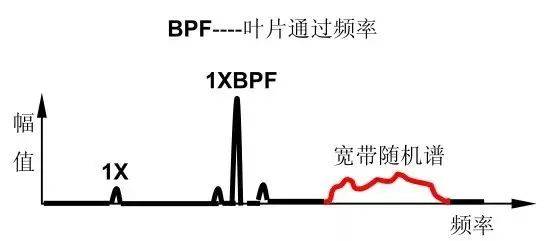
(流体紊流症状特征)
(气穴症状特征)
5.滚动轴故障
有关振动分析理论,出现滚动轴承损伤或磨损时,高频解调值一般会增大,并且往往可见轴承外圈、内圈等部件的故障特征频率。当轴承磨损到后期时,轴承故障特征频率可能消失,但振动值通常会加大,振动频谱图变成一系列谱线。
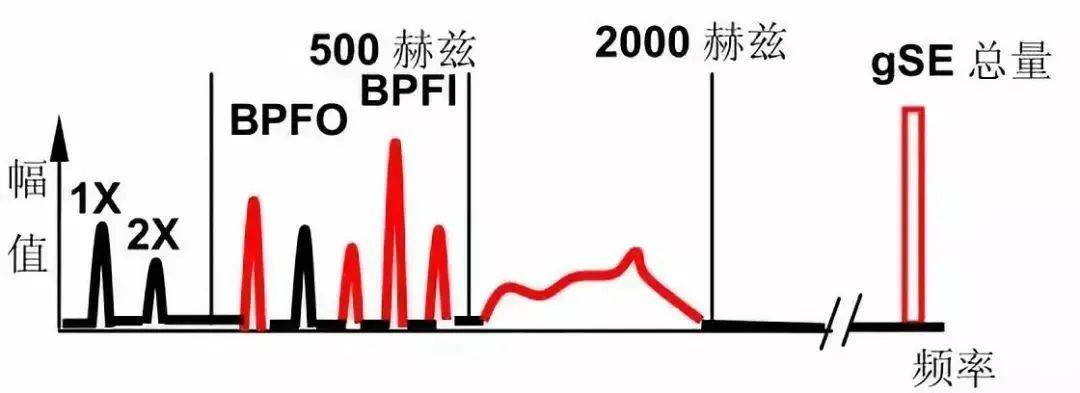
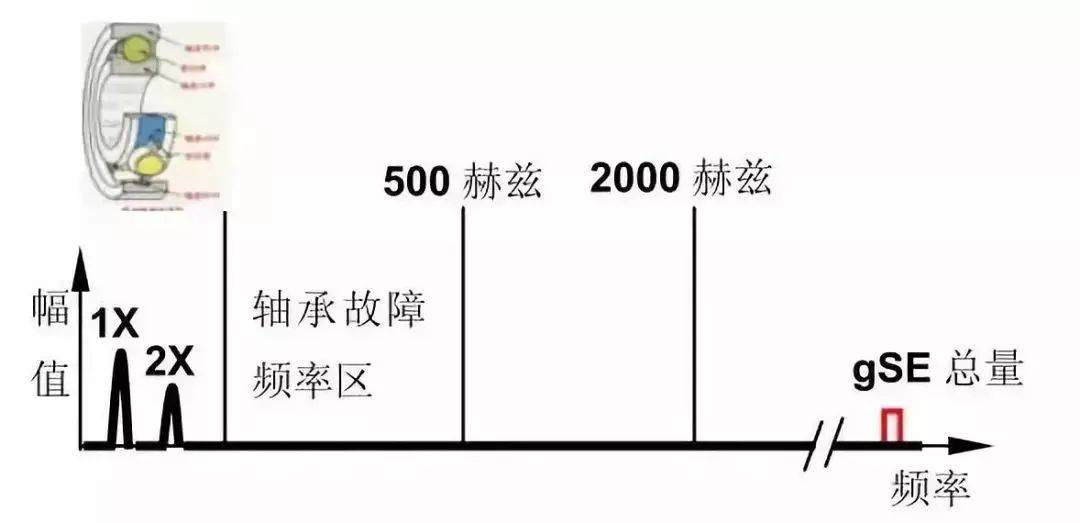
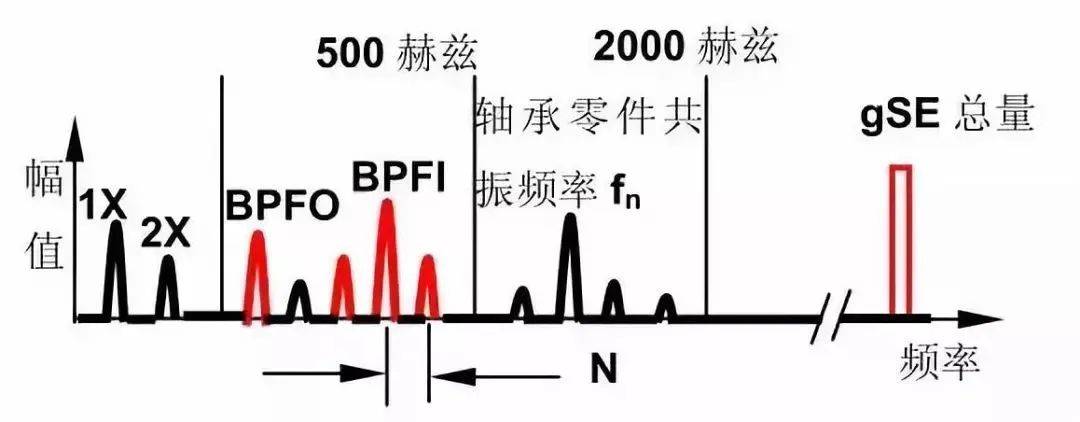
滚动轴承故障发展的第一阶段症状特征:超声波频率范围 (>250KHz) 内的最早的指示,利用振动加速度包络技术(振动尖峰能量gSE)可最好地评定频谱。
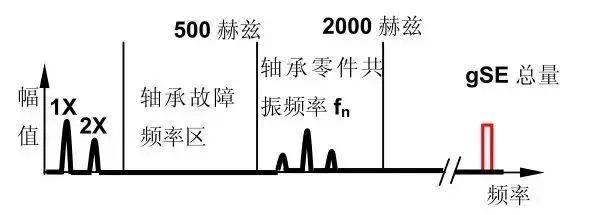
滚动轴承故障发展的第二阶段症状特征:轻微的故障激起滚动轴承部件的自振频率振动;故障频率出现在500-2000赫兹范围内;在滚动轴承故障发展第二阶段的末端,在自振频率的左右两侧出现边带频率。
滚动轴承故障发展的第三阶段症状特征:出现滚动轴承故障频率及其谐波频率;随着磨损严重出现故障频率的许多谐波频率,边带数也增多;在此阶段,磨损可以用肉眼看见,并环绕轴承的圆周方向扩展。
滚动轴承故障发展的第四阶段:离散的滚动轴承故障频率消失,被噪声地平形式的宽带随机振动取代之;朝此阶段末端发展,甚至影响1X转速频率的幅值;事实上,高频噪声地平的幅值和总量幅值可能反而减小。